Basic Info.
Model NO.
DIN
Surface Treatment
Tin Ticn Tiain Most P-Wear
OEM
Non-Standard Customization
Application1
Stamping Dies, Medical Equipment, Automobiles
Mould Life
200000-500000shots
Lead Time
3-20 Days
Surface Finish
9 -14 Uin Ra
Hardness
35HRC-85HRC
Heat-Treat Process
Vacuum Nitrided Hot Treatment Salt Bath Heat-Treat
Transport Package
Customized Bags and Boxes
Specification
0.1mm-50mm
Trademark
cungang
Origin
Zhejiang
Production Capacity
500000 Pieces Per Year
Product Description



| Product Name | punch pin die |
| Materials | 45#,S50C,CR12/CR12MOV,SKD11,DC53,SKH-9,SKH-51,SKH-55, ASP23, ASP30, ASP60, CD650, 2210, YG15, YG8, V30, KD20 etc |
| Standard | Standard Hardware/ Plastic Parts as per MISUMI, DME, HASCO, FIBRO, CUMSA, STRACK, DAYTON NON-Standard parts can be designed or made customized |
| Hardness | HRC58-60,HRC64-66,HRC88-90 |
| Tolerance | ±0.001mm |
| Heat treatment method | High frequency quenching, vacuum heat treatment, quenching and tempering treatment |
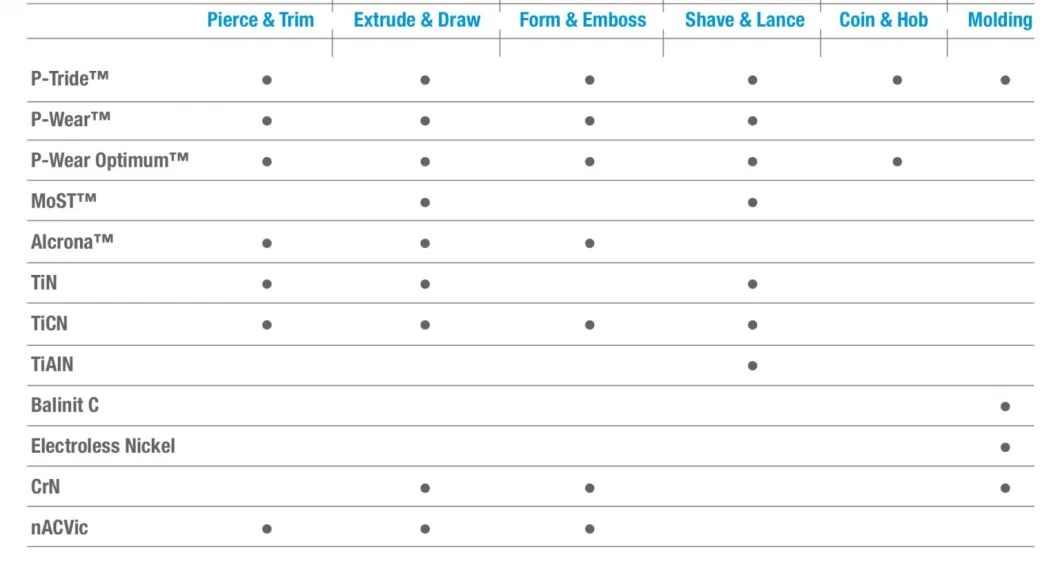
| Surface treatment method | Black-plated titanium | Yellow-plated titanium | Chrome-plated | Nickel-plated | P-Tride™ | P-Wear™ | P-Wear Extreme™ | MoST™ | Alcrona™ | TiN | TiCN | TiAIN Balinit C | Electroless Nickel | CrN |
| Lead Time | Sampling: 3-5 workdays,Normal making: 5-10 workdays,Complex design/making: 10-18 workdays |

Wear resistant surface treatments offer great benefit to stamping tools when applied appropriately. While there are many good surface treatments and processes to choose from, Physical Vapor Deposition (PVD) coatings are ideally suited and typically the best option to use on precision slip and press fit punch components.
Selecting the right surface treatment and substrate tool steel combination is critical for achieving optimum tool life. PVD coatings provide excellent abrasion and galling resistance while maintaining the integrity of many substrate tool steels. These coatings work best when applied to high speed tool steels such as M-2, PM-M4, and T-15. A few select cold work tool steel grades can also be PVD coated successfully as long as they maintain at least a 60 HRC when tempered at or above 1,000 degrees Fahrenheit.
It is important to note that the PVD process is a line of sight process, which may limit the ability to coat interior contours and features. For these applications, nitriding, which case-hardens all exposed surfaces, is recommended.
Selecting the right surface treatment and substrate tool steel combination is critical for achieving optimum tool life. PVD coatings provide excellent abrasion and galling resistance while maintaining the integrity of many substrate tool steels. These coatings work best when applied to high speed tool steels such as M-2, PM-M4, and T-15. A few select cold work tool steel grades can also be PVD coated successfully as long as they maintain at least a 60 HRC when tempered at or above 1,000 degrees Fahrenheit.
It is important to note that the PVD process is a line of sight process, which may limit the ability to coat interior contours and features. For these applications, nitriding, which case-hardens all exposed surfaces, is recommended.
Below is a list of standard surface treatments offered.
Additional coatings are available upon request.