





- Overview
- Product Description
- Processing and Manufacturing
- Detailed Photos
- Packaging & Shipping
- BHT Clients
Basic Info.
Model NO.
bhtie-525
Manufacturing Technology
Computer Technology
Mold Cavity Technology
CNC Milling
Milling Speed
High Speed
Parts Detection Method
Measurement of Three Axis NC
After-sales Service
Quality Problems, Free Replacement
Punch Material
M2, D2, Skh, SKD
Die Material
M2, D2, Skh, SKD
Coating
Tin / Ticn
Hardness
HRC62-63
Punch Tolerance
0, +0.01mm
Application Machines
Amada/Baykal/Durma/Yawei/LVD/Yangli/Tailift/Jfy
Transport Package
Thick Wooden Box with Air Bubble Film Inside
Specification
A, B, C, D, E stations
Trademark
BHTIE
Origin
China
HS Code
8207300090
Production Capacity
16000 PCS Per Month
Product Description
| 1).Available Turret Punch Machines Brand | Amada, Baykal, Ermaksann, Durmazlar, Bystronic, Gasparini, Haco,Imal, LVD Ivan, LVD, Mecos, Megobal, Trumpf-Punch Machine,Salvagnini, Safan, Murata (Wiedemann), Tailift,Yawei, Yangli, JFY, YSD, etc... |
| 2).BHT Tooling Advantages | Taking into consideration our clients wishes, every day we work to satisfy our clients' needs, to increase our product list and tools quality. √ We produce our punch tooling from high speed steel M2(SKD), D2,(SKH). working surfaces are preciously grounded, standard will be whole body Total Hardening, the hardness can reach HRC61-63. √ we have we have more than 17 years experience in punch tooling manufacturing. √ Our punch tooling factory total have 102 people, total have around 150 sets processing machines for punch tooling. now most machines are CNC and from China local top manufacturer, but also we have 8 sets of processing machines from Japan and Europen, like CNC Machine Center from MIKRON, CNC EDM from Sodick etc... √ The tolerance for the punch is 0,+0.01mm √ Every special punch forming tooling will be tested by our punch machines and have the test samples before sending to our clients. |
| 3).LIFE COUNTERMEASURE FOR TOOLING | |
 | TIN / TICN coating PROCESSING |
 | NARROW PUNCH There is a punch type such as narrow type, open end type, super narrow type etc. which made it difficult to break by shortening the effective punch length and increasing the strength of the punch |
 | THICK PLATE PROCESSING A tool that provide taper relief on the punch and reduce seizure and contact with the material. |
| OTHER LIFE COUNTERMEASURES -.Check for misalignment of turret station and wear of turret key etc. -.Combined use with tools for slug pulling measures. -.Implementation of early regrinding. -. Put a small rounding on the corner of Square / Rectangle punch. As life countermeasures of the tool, it is recommended to select a tool that is acceptable for the processing conditions such as the quality and thickness of material. | |
| 4). MATERIAL FOR TOOLING | |
| Selection of tool material (Type of material) is very important in terms of the quality of the processed product and the tool life (processing cost). This time, we summarized the typical material for tooling. | |
| We use the following material for punch body. D2 (SKD) , M2 (SKH) | 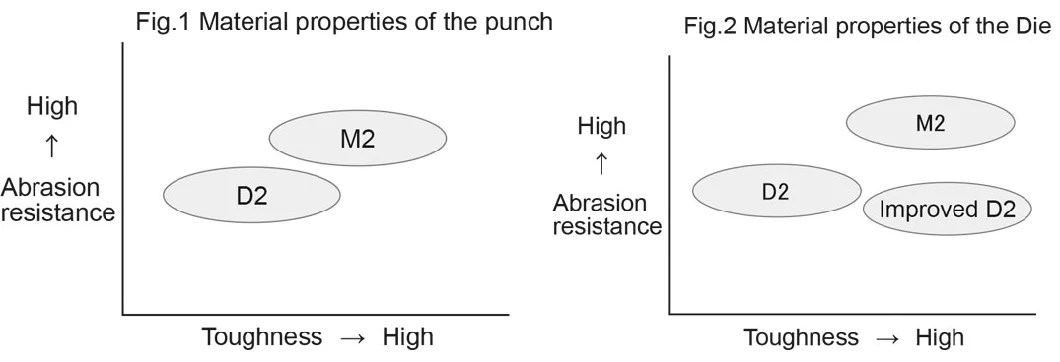 |
| We use the following material for die. Improved D2 , M2(SKH) | |
| 5). REFERENCE APPROPRIATE CLEARANCE Clearance = material thickness x clearance ratio | |||
| Material | Clearance ratio | Tensile Strength (N/mm2) | |
| Servo-Hydraulic Machine | Mechanical Machine | ||
| Mild Steel(Cold Roll) | 0.2-0.25 | 0.15 | More than 270 |
| Mild Steel(Hot Roll) | |||
| Stainless(Hard) | 0.25-0.3 | 0.2 | More than 520 |
| Stainless(Soft) | More than 450 | ||
| Aluminum(Soft) | 0.15-0.2 | 0.1 | More than 95 |
| Aluminum(Hard) | More than 215 | ||
| Copper | 0.2-0.25 | 0.15 | More than 275 |
| Brass | 0.2-0.3 | 0.2 | More than 410 |
| High Tensile Steel | More than 590 | ||
| -.The shear resistance should be about 80% of the tensile strength as a guide. -. Please multiply x 1.4 to the calculation result in case of more than 3.2mm thickness. -. Please calculate based on the number of shear resistance and Tensile strength for the material which is unspecified on the left table. -. If there is a workpiece, please actually perform punching and purchase the appropriate clearance referring to the table below. -. The minimum clearance is depends on machine specifications. Please also check the machine specifications. | |||
| 6). PARTS NAME OF STANDARD TOOLING | ||
| THICK TURRET TOOLING | 1. PUNCH BODY, DIE It punched out workpiece at punch and die. |  |
| 2. STRIPPER A part that holds the workpiece during processing. After processing, the punch edge is pulled out from the workpiece at this part. | ||
| 3. GUIDE Insert this part into the turret and hold and guide the punch body. | ||
| 4. HEAD Part that receives the force of the striker directly and conveys it to the driver and the punch body. In case of the small diameter tool, rotate it to adjust the punch length. | ||
| 5. SPRING Hold the workpiece during processing and pull the punch edge away from the work after processing. Use coil spring, urethane spring, disc spring and so on. | ||
| 6. DRIVER The part to attach the punch body. Also, add a shim between the driver and the punch and adjust the punch length. In the case of Protech , adjustment is possible without shims. | ||
| 7. RETAINER Guide would be attached in this part. It also serves to hold the spring | ||
| 8. SPRING CANISTER A combination of head, spring and retainer collar. It is possible to adjust the length of the tool without tools. | ||
| MURATA TYPE TOOLING | 1.PUNCH HOLDER Hold the punch body. Top of Holder would be connected directly to Press Ram | |
| 2.BODY It is inserted into the turret and serves as a guide for the punch holder | ||
| 3.KEY Position the turret and the holder. It also serves to hold the tool in place when attached to the turret. | ||
| 7). CALCULATION FORMULAS FREQUENTLY USED IN SHEET METAL | |
| TONNAGE CALCULATION In the punch press machine, the allowable tonnage depending on the machine. Use the calculation formula below to prevent from over tonnage. | |
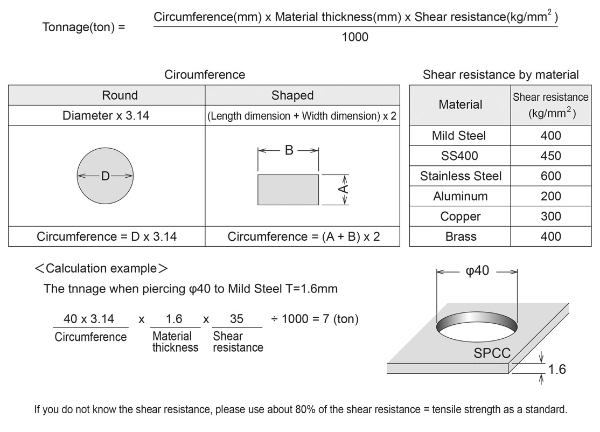 | |
| CALCULATING PRE-HOLE DIMENSION FOR FORMING | |
| When forming processing, pre-holes may be processed as pre-processing. In that case, please calculate pre-holes referring to the following calculation formula | |
 | |
| ADVICE ON ONE POINT: Although forming shape is same, pre-hole dimension would be different depending on material. It is recommended that you try trial machining with reference to the above equation to obtain proper pre-hole dimension. |
| 8). SPECIAL Applications |
 |
| CNC Machine Center,EDM, WEDM, CNC Grinding Machines, CNC Milling Machines, more than100 sets, mostly are imported from Europe and Japan. Not only for our own Tooling Designing, Tooling manufacturing, Tooling Maintenance , BHT also provide OEM machining service for our international customers. |
 |
| BHT Tooling Testing equipments: CMM 2.5 Dimension (Precision:0.001mm),Micro scope(Precision:0.001mm),Profile projector(Precision:0.001mm),CMM 3 Dimension ( Precision:0.001mm),Hardness tester,Calipers,Micrometer, Protractor,Height gauge, Dial gauge, Coating Thickness Gauge, etc... |
 |
 | |
 |  |
 |  |
 |  |
 |  |
 |  |
 |  |
 |
| BHT have exported the products to 65 countries (Germany, Sweden, Hungary, Italy, Netherlands, Spain, Portugal, Czech Republic, Lithuania, Serbia, Greece, Malta, Austria, Kosovo, Turkey, Ukraine, Albania, Estonia, Belarus, Bulgaria, Bosnia, Croatia, Romania,USA, Brazil, Argentina, Mexico, Bolivia, Colombia, Canada, Peru, Chile, Australia, New Zealand, Rwanda, Egypt, South Africa, Tanzania, Nigeria, Botswana, Mauritius, Russia, Vietnam, India, Iran, Singapore, Uzbekistan, Thailand, Sri Lanka, Bangladesh, Malaysia, Kazakhstan, Philippines, Bahrain, Pakistan, United Arab Emirates, Kuwait, Saudi Arabia, Sudan, Jordan, Oman, Qatar, Syria, Israel, Yemen) |
 |








