





Basic Info.
Model NO.
TDP0/TDP1.5/TDP5/TDP6/ZP mold
Customized
Non-Customized
Condition
New
Warranty
<1 Year
After-sales Service
3-5
Optional Voltage
220V
Motor Power
0.75kw
Diameter of Tablet
5-20
Pressure
50kn
Weight
80kg
Maximum Filling Depth
16mm
Production Speed
4000psc/H
Is It Customizable
Yes
Applicable Mold Size
Tdp5
Can You Customize The Mold Pattern
Yes
Whether to Export Exclusive Source of Go
Yes
Sold to Countries
United States, Australia, United Kingdom, Canada,
Transport Package
Export Packing
Specification
750*470*820mm
Trademark
xusehngjixie
Origin
Hunan, China
HS Code
8438200000
Production Capacity
50000/Year
Product Description
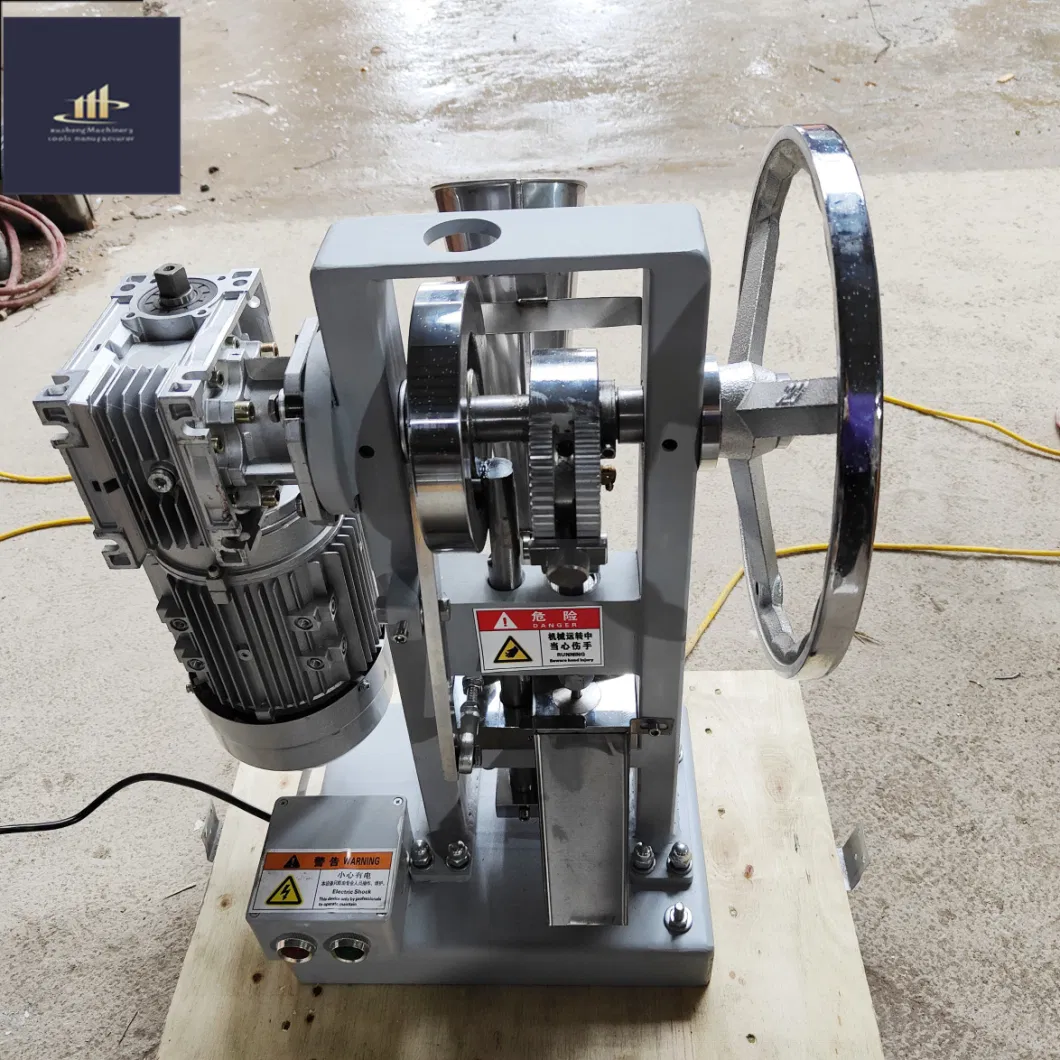
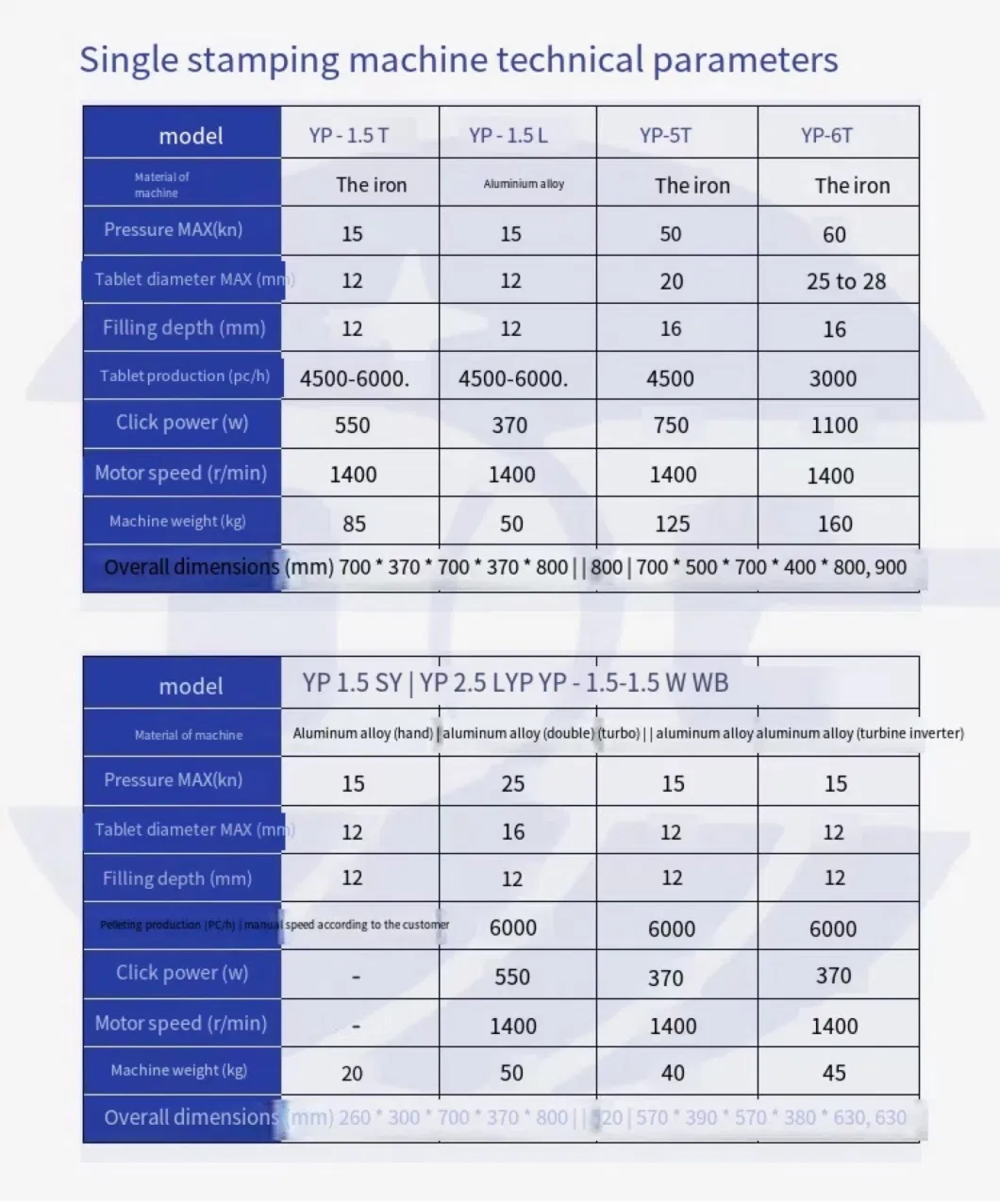
Single punching tablet pressing machine will powder granular raw materials into 5-10mm diameter round sheet, cylindrical tablet, can also be pressed with text, trademark, pattern tablet. Tablet weight, thickness and hardness can be adjusted, as long as the change of different molds can be pressed different products, can be widely used in pharmaceutical factories, chemical plants, hospitals, scientific research units, laboratories and small batch production.
Scope of application
This machine is widely used in pharmaceutical factory, pharmaceutical factory, biological engineering, food factory, health products factory, chemical factory, pharmaceutical factory, veterinary pharmaceutical factory and so on. The machine has wide adaptability to materials and good adaptability to non - adhesive powder.
Pharmaceutical industry: Chinese medicine tablets, Western medicine tablets, nutrient tablets
Food industry: Candy chips, coffee chips, throat lozenges, chocolate beans, flavoring blocks
Health products industry: oral lozenges, milk tablets, calcium tablets, propolis tablets
Electronic battery industry: electronic components, button batteries
Chemical industry: mothballs, aromatic balls, fertilizer tablets, mosquito coil incense tablets, catalysts, disinfection tablets, powder
Metallurgical ceramic industry: catalyst, metallurgical powder particles, ceramic particles, metal sheets
1. Tablet pressing method: electric tablet pressing or manual tablet pressing.
2. Application scope: pharmaceutical tablets, food tablets, chemical tablets, pesticide tablets, veterinary drugs, etc.
3. Tablet quality: tablet surface is smooth, tablet weight is uniform.
4. Production capacity: 3500-4000 pieces can be produced per hour when electric pressing.
5. Low raw material consumption (low experimental raw material consumption is only 200 grams).
6. The weight, thickness and hardness of the tablet can be adjusted. As long as different molds are replaced, different products can be pressed.
7. can be customized according to user requirements 5-10mm round mold.
No professional operation technology, no professional and technical personnel, ordinary staff will learn, an operation can get 8.started, electric manual tablet, make the machine operation more simple.
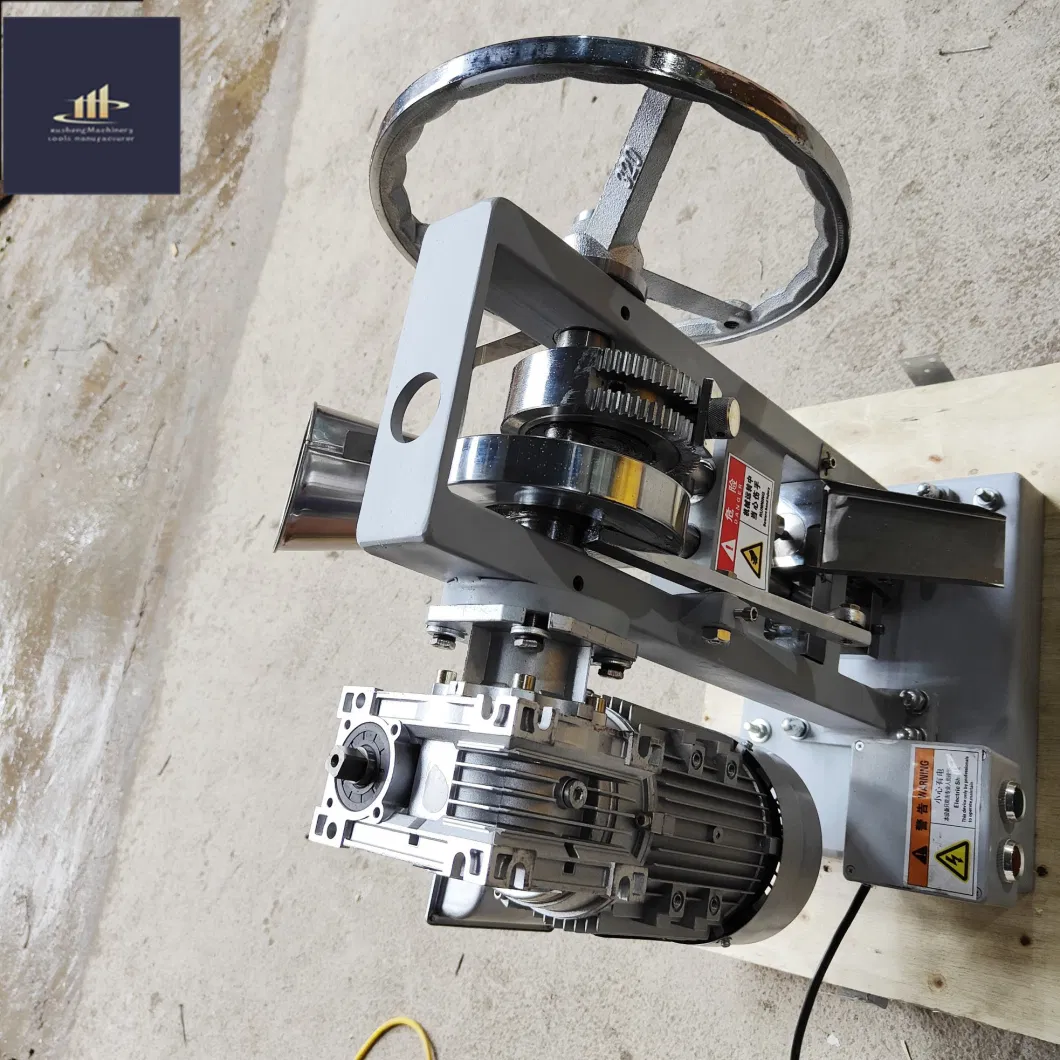
9. The tablet press is made of cast iron, and the mold is made of high hardness steel, which has a long service time.
1 Prepare for installation
1. The tablet press is installed on a firm wooden workbench (or can be installed on a cement workbench) and fixed with three M12 anchor screws. The height of the working table to the ground is about 600 mm (hand, easy to operate as the degree). In order to disassemble and repair easily, there should be a hole with a diameter of about 35 mm in the position of the lower core rod corresponding to the wooden work table.
2. Before connecting the motor power supply, connect the motor with the ground wire to ensure safety. Remove the triangle belt, switch on the motor power supply, start the motor to observe whether the motor rotation direction is correct (the motor shaft rotation direction should be opposite to the direction of the arrow on the protective cover or hand wheel) if the rotation direction is not correct, then connect the cable and then install the triangle belt.
3, the machine mold installation with pliers, tool wrench, hexagonal plate hand
2. Installation of punching die
Installation sequence: die, lower hopper Installation sequence: lower die -- middle die -- bench plate -- upper die -- lower hopper
1) Lower die installation
Screw the loose punching fixing screw, turn the hand wheel to raise the lower punching core rod to a high position, insert the lower punching rod into the hole of the lower punching core rod (make sure that the notched inclined plane of the lower punching rod is aligned with the lower punching fastening screw, and insert it to the end), and tighten the lower punching fixing screw.
2) Middle die installation
Loosen the fixing screw of the middle die, put the middle die flat into the hole of the middle die bench plate, at the same time make the lower punch into the hole of the middle die, press the bottom and tighten the fixing screw of the middle die. When placing the middle die, be careful to hold the middle die flat, so as not to get stuck and damage the hole wall when placing it askew.
3) Upper die installation
Loosen the upper punching fastening nut, insert the upper punching core rod into the hole of the upper punching core rod to the end, clamp the six sides of the lower part of the punching core rod with a wrench, tighten the upper punching fastening nut.
After the die is installed, rotate the hand wheel to make the upper punch slowly drop into the middle die hole, and observe whether there is collision or friction. In case of collision or friction, loosen the fixing screw (two) of the middle die bench plate, adjust the fixing position of the middle die bench plate, and make the upper punch into the middle die hole, and then tighten the fixing screw of the middle die bench plate. This adjustment shall be made until no collision or friction occurs when the upper punch enters the middle die.
3 Debugging
1) Adjustment of film production
Turn the hand wheel to raise the lower punch to a high position, and observe whether the lower punch surface is in line with the middle die plane (high or low will affect the output). If not, loosen the butterfly screw, loosen the gear press plate and transfer the upper adjusting gear, so that the lower punch surface is in line with the middle die plane, and then press the press plate again to tighten the butterfly screw.
At this point, with the hand wheel, empty car running more than ten turns, if the machine is running normally, you can feed pressure test, the next adjustment.
2) Adjustment of filling depth (i.e. adjustment of pill weight)
Loosen the butterfly screw and loosen the gear press. Turn the adjusting gear to the left to make the core rod rise, then the filling depth will be reduced (the weight of the tablet will be reduced). After adjustment, press the gear press plate and tighten the butterfly screw.
3) Adjustment of pressure (i.e. adjustment of tablet hardness)
Loosen the locking nut of the connecting rod, turn the upper punching core rod, turn left to make the upper punching core rod move down, then the pressure will increase and the hardness of the tablet will increase; On the contrary, turn to the right, the pressure will be reduced, the tablet hardness will be reduced, adjusted with a wrench stuck on the lower six side of the core rod, still the connecting rod locking nut locked.
At this point, the adjustment of the die is basically completed, then start the motor pressure test more than ten pieces, check the weight of the piece, hardness and surface finish and other quality such as qualified, you can feed production. In the process of production, it is still necessary to check the quality of tablets at any time, timely adjustment.
1) Disassemble the upper punch: loosen the fastening nut of the upper punch to pull out the upper punch rod. If the match is tight, you can clamp the upper punch rod to pull it out, but be careful not to damage the punch edge.
2) Remove the middle die: loosen the fixing screw of the middle die, rotate the downward punching to fix the luoling, loosen the butterfly screw and loosen the gear press plate. Transfer the adjusting gear to make the lower punch core rod rise 10 mm, gently turn the handwheel, so that the lower punch core rod will push out part of the middle die, take out the middle die by hand, if the middle die is closely matched in the hole, do not force the hard top of the handwheel, so as to avoid damage to the parts. At this time, you must remove the center die plate and then take out the center die.
3) Remove the lower punch: first screw the lower punch fixing screw, then turn the hand wheel to raise the lower punch core rod to a high position, you can pull out the upper punch rod by hand. If the match is close, you can use hand pliers to clamp out (be careful not to damage the punch edge).
4) After the die is removed, it is necessary to rotate the adjusting gear so that the lower punch core rod is removed by about 10 mm. When the lower punch core rod is raised to a high position by rotating the hand wheel, its top is not higher than the bottom surface of the middle die plate (this step should not be ignored, so as to avoid the collision between the lower punch core rod and the middle die when it is used again). Screw on the downward flush fixing screw.
Medical tablet press operation precautions
1. Before using the machine for the first time, read the manual carefully according to the actual machine and then use it.
2, the machine can only run in a certain direction (see the hand wheel or the arrow on the protective cover), can not be reversed, so as not to damage the parts. In the pressing adjustment especially need to pay attention to, do not neglect.
3, the belt tightness adjustment: through the electromechanical bottom plate on the two adjustment nuts to adjust. After the adjustment, pay attention to the lock.
4. When there is no power supply, the triangle belt should be removed to reduce resistance and wear. But do not remove the large belt pulley, because the large belt pulley has the role of flywheel labor saving.
5. The rotating handle on the hand wheel must be pulled down when the electric press is on, so as not to hurt people during operation.
6. No matter manual or electric pressing, the upper core rod should be in the rising position before starting and then start. If the upper blade is started in the falling position, it has just started to enter the molded sheet. At this time, because the speed of the machine has not risen to the inertia is small, it is easy to roof the car. (That is, after the upper punch enters the middle die, it will "top dead" due to the resistance of the pill, so that the machine stops running. Due to the large load, the motor is often damaged or burned.
7. Handling methods after jacking the car
The power supply should be turned off immediately in case of jacking when the electric tablet is pressed, so as not to burn the motor.
(2) When the jacking situation is light, the hand wheel can be used to make the upwash through the "dead point" (but not reversed, so as not to repeat the feeder feeding, causing more serious jacking).
(3) In severe jacking, loosen the connecting rod locking nut, turn the upper core rod, make it rise to reduce the pressure, and then turn the handwheel to push the pills out. And then re-adjust the hardness of the pill.
8. In the process of tablet pressing, the quality of tablets (tablet weight, hardness, surface finish, etc.) must be checked frequently and timely adjusted
9. The pelleting process before pressing has a great influence on the pressing. For example, the formulation of granulation of pharmaceutical materials and sliding materials, fillers, binders and other auxiliary materials (powder condition, particle tightness, powder fraction, water content, etc.) has a direct impact on the amount of tablets. And often due to the ingredients of improper granulation can not be made into pieces, and even damage the machine. Therefore, this machine can not be used for semi-solid or wet or no granular very fine powder tablet. In use, if it is found that the pressure has been adjusted to a considerable extent, the pressure is still not tablet, or although the pressure is tablet, it appears too loose, layer, debris, pitting, powder and other phenomena. Should be ingredients and other aspects to find out the reason, to solve. Do not blindly adjust and increase the pressure, and even damage the machine. In addition, some drugs pressed out of the pill hardness is not large, but has a certain toughness, the mess is not bad (usually from the height of 1-1.2 meters to fall on the ground is not broken), so should meet the requirements of transportation storage for the degree not only from the hardness of the eye, so as not to press the tablet pressure is too large, damage the machine.
The three elements of the tablet process
a. Good fluidity: smooth flow, filling and other powder operations, reduce the difference in weight;
b. Good compression formability: no bad phenomenon such as lobes;
c. Good lubrication: the tablet does not stick to punch, to obtain a complete and smooth tablet. Most drugs need to be granulated before tablet pressing, on the one hand to meet the needs of the process, that is, to improve the flow of materials, filling properties to ensure the uniformity of dose. On the other hand, it can greatly improve the compression formability, that is, the adhesive evenly distributed on the surface of the particles to change the binding force between particles and change the viscoelasticity of the material. In addition, the right amount of water content in the material is conducive to forming; The addition of flow AIDS to the prescription, such as micro-powder silica gel, can improve compressibility; Lubricants such as magnesium stearate, while reducing the strength of the tablet, can also reduce lobes.
Simplification of process is an important measure of GMP standardized management. Although the process of powder direct tablet pressing is simple, its application is limited due to its easy fragmentation, poor fluidity of powder and serious difference in tablet weight. But in recent years, with the development of new functional excipients and the application of modern equipment, direct tablet pressing of powder has become a hot spot in pharmaceutical research
Problems that may occur during tablet pressing
(1) Loose piece
Due to the insufficient hardness of tablets, the phenomenon of easy to loose into powder by vibration is called loose tablet.
Inspection method: Place the tablet between the middle finger and index finger, and apply gentle pressure with the thumb to see if it breaks.
Cause: the pressure is too small, the adhesive is not sticky enough or the amount is not enough.
Solution: Adjust the pressure, add appropriate adhesive, etc.
(2) lobes
Tablets subjected to vibration or after placement, cracking from the waist or a layer off the top of the phenomenon called lobes.
Inspection method: Take a few pieces and put them in a small bottle to shake, should not produce lobes; Or take 20-30 pieces in the palm of the hand, hands together, shake several times, check whether there are lobes.
Causes: tablet elastic recovery and pressure distribution is not uniform, adhesive selection or insufficient amount, too much fine powder, too much pressure, punch and die ring do not match.
Solution: Change the elastic small, plastic large auxiliary material, choose the appropriate adhesive or increase the amount, adjust the pressure, replace the punch or die ring.
(3) Bonding
The surface of the tablet is glued to a thin layer or a small part of the punch, resulting in a one-sided rough or concave phenomenon called adhesive punching. Punches engraved with words or lines are more likely to stick.
Causes: excessive water content, improper lubricant, rough punch surface and high humidity in the workplace.
Solution: control the water content, choose the appropriate lubricant or increase the amount, replace the punch, control the relative humidity of the environment, etc.
(4) Slow disintegration
Tablets disintegrating time beyond the requirements of the pharmacopoeia is referred to as disintegrating delay.
Causes: improper dosage of disintegrating agent, excessive amount of hydrophobic lubricant, adhesive too strong or excessive amount, excessive pressure and tablet hardness, etc.
Solution: appropriately increase the amount of disintegrating agent, reduce the amount of hydrophobic lubricant or change to hydrophilic lubricant, choose the appropriate adhesive and its amount, adjust the pressure, etc.
(5) The film weight difference exceeds the limit
Tablets that exceed the allowable range of tablet weight difference prescribed by the pharmacopoeia are called tablet weight difference over limit.
Causes: uneven particle size, poor fluidity, downstroke lifting is not flexible, adding hopper loading more or less, etc.
Solution: Control the particle size evenly, replace the down punch, and keep the hopper loading between 1/3 and 2/3.
(6) discoloration or color spots
Refers to the change of the color of the tablet surface or the appearance of different color spots, resulting in the appearance does not meet the requirements.
Causes: hard particles, uneven mixing, contact with metal ions, oil pollution and so on.
Solution: Control the hardness of particles, mix raw and auxiliary materials evenly, avoid contact with metal containers, and prevent oil stains from the tablet press.
(7) Pitting point
Refers to many small concave spots on the surface of the tablet.
Causes: improper amount of lubricant and adhesive, particle dampness, uneven particle size, excessive amount of coarse or fine powder, rough surface or engraving too deep, angular and abnormal machine heating, etc.
Solution: Choose the appropriate lubricant and adhesive and their dosage, avoid moisture particles, control the uniform size of particles, replace the punch, avoid abnormal heating of the machine






Frequently Asked Questions
1. What about the quality of your tablet press?
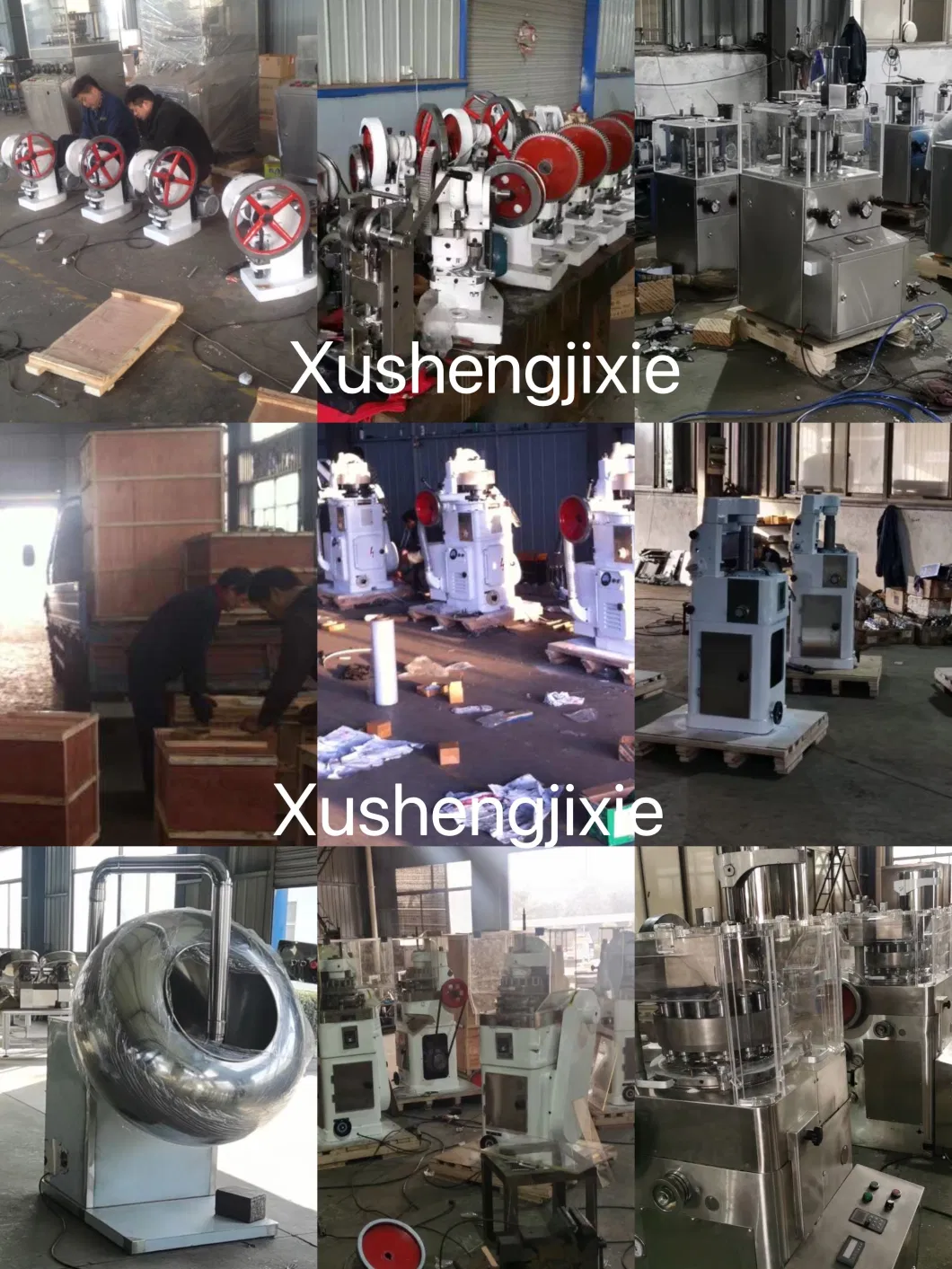
Our factory has more than 10 years of machining experience; All our machines have obtained ISO9001, SGS and CE certificates. Has been exported to many countries and regions; We have gained a good reputation from our customers.
2. What about the price of your tablet press?
We always regard quality as the life of the factory, no matter the price is good or bad for us. Quality first, on the basis of first-class quality, to ensure that you get a reasonable price!
3. How can we guarantee the quality of the machine after we place the order?
Before delivery, we will send you the pictures and video of the machine, or you can come to us for quality inspection, or you can have the quality inspection conducted by the third party testing agency you contact.
4. Are your machines delivered safely? Our machines and molds are exported to countries all over the world, especially to European and American countries, most of our old customers. Our delivery experience is rich, all customers can safely receive our products.
5. Learn more about our compan
6.Can the Electric machines be customized for different voltages and plugs if I decide to buy Automatic Pill Press instead ?
Scope of application
This machine is widely used in pharmaceutical factory, pharmaceutical factory, biological engineering, food factory, health products factory, chemical factory, pharmaceutical factory, veterinary pharmaceutical factory and so on. The machine has wide adaptability to materials and good adaptability to non - adhesive powder.
Pharmaceutical industry: Chinese medicine tablets, Western medicine tablets, nutrient tablets
Food industry: Candy chips, coffee chips, throat lozenges, chocolate beans, flavoring blocks
Health products industry: oral lozenges, milk tablets, calcium tablets, propolis tablets
Electronic battery industry: electronic components, button batteries
Chemical industry: mothballs, aromatic balls, fertilizer tablets, mosquito coil incense tablets, catalysts, disinfection tablets, powder
Metallurgical ceramic industry: catalyst, metallurgical powder particles, ceramic particles, metal sheets
1. Tablet pressing method: electric tablet pressing or manual tablet pressing.
2. Application scope: pharmaceutical tablets, food tablets, chemical tablets, pesticide tablets, veterinary drugs, etc.
3. Tablet quality: tablet surface is smooth, tablet weight is uniform.
4. Production capacity: 3500-4000 pieces can be produced per hour when electric pressing.
5. Low raw material consumption (low experimental raw material consumption is only 200 grams).
6. The weight, thickness and hardness of the tablet can be adjusted. As long as different molds are replaced, different products can be pressed.
7. can be customized according to user requirements 5-10mm round mold.
No professional operation technology, no professional and technical personnel, ordinary staff will learn, an operation can get 8.started, electric manual tablet, make the machine operation more simple.
9. The tablet press is made of cast iron, and the mold is made of high hardness steel, which has a long service time.
1 Prepare for installation
1. The tablet press is installed on a firm wooden workbench (or can be installed on a cement workbench) and fixed with three M12 anchor screws. The height of the working table to the ground is about 600 mm (hand, easy to operate as the degree). In order to disassemble and repair easily, there should be a hole with a diameter of about 35 mm in the position of the lower core rod corresponding to the wooden work table.
2. Before connecting the motor power supply, connect the motor with the ground wire to ensure safety. Remove the triangle belt, switch on the motor power supply, start the motor to observe whether the motor rotation direction is correct (the motor shaft rotation direction should be opposite to the direction of the arrow on the protective cover or hand wheel) if the rotation direction is not correct, then connect the cable and then install the triangle belt.
3, the machine mold installation with pliers, tool wrench, hexagonal plate hand
2. Installation of punching die
Installation sequence: die, lower hopper Installation sequence: lower die -- middle die -- bench plate -- upper die -- lower hopper
1) Lower die installation
Screw the loose punching fixing screw, turn the hand wheel to raise the lower punching core rod to a high position, insert the lower punching rod into the hole of the lower punching core rod (make sure that the notched inclined plane of the lower punching rod is aligned with the lower punching fastening screw, and insert it to the end), and tighten the lower punching fixing screw.
2) Middle die installation
Loosen the fixing screw of the middle die, put the middle die flat into the hole of the middle die bench plate, at the same time make the lower punch into the hole of the middle die, press the bottom and tighten the fixing screw of the middle die. When placing the middle die, be careful to hold the middle die flat, so as not to get stuck and damage the hole wall when placing it askew.
3) Upper die installation
Loosen the upper punching fastening nut, insert the upper punching core rod into the hole of the upper punching core rod to the end, clamp the six sides of the lower part of the punching core rod with a wrench, tighten the upper punching fastening nut.
After the die is installed, rotate the hand wheel to make the upper punch slowly drop into the middle die hole, and observe whether there is collision or friction. In case of collision or friction, loosen the fixing screw (two) of the middle die bench plate, adjust the fixing position of the middle die bench plate, and make the upper punch into the middle die hole, and then tighten the fixing screw of the middle die bench plate. This adjustment shall be made until no collision or friction occurs when the upper punch enters the middle die.
3 Debugging
1) Adjustment of film production
Turn the hand wheel to raise the lower punch to a high position, and observe whether the lower punch surface is in line with the middle die plane (high or low will affect the output). If not, loosen the butterfly screw, loosen the gear press plate and transfer the upper adjusting gear, so that the lower punch surface is in line with the middle die plane, and then press the press plate again to tighten the butterfly screw.
At this point, with the hand wheel, empty car running more than ten turns, if the machine is running normally, you can feed pressure test, the next adjustment.
2) Adjustment of filling depth (i.e. adjustment of pill weight)
Loosen the butterfly screw and loosen the gear press. Turn the adjusting gear to the left to make the core rod rise, then the filling depth will be reduced (the weight of the tablet will be reduced). After adjustment, press the gear press plate and tighten the butterfly screw.
3) Adjustment of pressure (i.e. adjustment of tablet hardness)
Loosen the locking nut of the connecting rod, turn the upper punching core rod, turn left to make the upper punching core rod move down, then the pressure will increase and the hardness of the tablet will increase; On the contrary, turn to the right, the pressure will be reduced, the tablet hardness will be reduced, adjusted with a wrench stuck on the lower six side of the core rod, still the connecting rod locking nut locked.
At this point, the adjustment of the die is basically completed, then start the motor pressure test more than ten pieces, check the weight of the piece, hardness and surface finish and other quality such as qualified, you can feed production. In the process of production, it is still necessary to check the quality of tablets at any time, timely adjustment.
1) Disassemble the upper punch: loosen the fastening nut of the upper punch to pull out the upper punch rod. If the match is tight, you can clamp the upper punch rod to pull it out, but be careful not to damage the punch edge.
2) Remove the middle die: loosen the fixing screw of the middle die, rotate the downward punching to fix the luoling, loosen the butterfly screw and loosen the gear press plate. Transfer the adjusting gear to make the lower punch core rod rise 10 mm, gently turn the handwheel, so that the lower punch core rod will push out part of the middle die, take out the middle die by hand, if the middle die is closely matched in the hole, do not force the hard top of the handwheel, so as to avoid damage to the parts. At this time, you must remove the center die plate and then take out the center die.
3) Remove the lower punch: first screw the lower punch fixing screw, then turn the hand wheel to raise the lower punch core rod to a high position, you can pull out the upper punch rod by hand. If the match is close, you can use hand pliers to clamp out (be careful not to damage the punch edge).
4) After the die is removed, it is necessary to rotate the adjusting gear so that the lower punch core rod is removed by about 10 mm. When the lower punch core rod is raised to a high position by rotating the hand wheel, its top is not higher than the bottom surface of the middle die plate (this step should not be ignored, so as to avoid the collision between the lower punch core rod and the middle die when it is used again). Screw on the downward flush fixing screw.
Medical tablet press operation precautions
1. Before using the machine for the first time, read the manual carefully according to the actual machine and then use it.
2, the machine can only run in a certain direction (see the hand wheel or the arrow on the protective cover), can not be reversed, so as not to damage the parts. In the pressing adjustment especially need to pay attention to, do not neglect.
3, the belt tightness adjustment: through the electromechanical bottom plate on the two adjustment nuts to adjust. After the adjustment, pay attention to the lock.
4. When there is no power supply, the triangle belt should be removed to reduce resistance and wear. But do not remove the large belt pulley, because the large belt pulley has the role of flywheel labor saving.
5. The rotating handle on the hand wheel must be pulled down when the electric press is on, so as not to hurt people during operation.
6. No matter manual or electric pressing, the upper core rod should be in the rising position before starting and then start. If the upper blade is started in the falling position, it has just started to enter the molded sheet. At this time, because the speed of the machine has not risen to the inertia is small, it is easy to roof the car. (That is, after the upper punch enters the middle die, it will "top dead" due to the resistance of the pill, so that the machine stops running. Due to the large load, the motor is often damaged or burned.
7. Handling methods after jacking the car
The power supply should be turned off immediately in case of jacking when the electric tablet is pressed, so as not to burn the motor.
(2) When the jacking situation is light, the hand wheel can be used to make the upwash through the "dead point" (but not reversed, so as not to repeat the feeder feeding, causing more serious jacking).
(3) In severe jacking, loosen the connecting rod locking nut, turn the upper core rod, make it rise to reduce the pressure, and then turn the handwheel to push the pills out. And then re-adjust the hardness of the pill.
8. In the process of tablet pressing, the quality of tablets (tablet weight, hardness, surface finish, etc.) must be checked frequently and timely adjusted
9. The pelleting process before pressing has a great influence on the pressing. For example, the formulation of granulation of pharmaceutical materials and sliding materials, fillers, binders and other auxiliary materials (powder condition, particle tightness, powder fraction, water content, etc.) has a direct impact on the amount of tablets. And often due to the ingredients of improper granulation can not be made into pieces, and even damage the machine. Therefore, this machine can not be used for semi-solid or wet or no granular very fine powder tablet. In use, if it is found that the pressure has been adjusted to a considerable extent, the pressure is still not tablet, or although the pressure is tablet, it appears too loose, layer, debris, pitting, powder and other phenomena. Should be ingredients and other aspects to find out the reason, to solve. Do not blindly adjust and increase the pressure, and even damage the machine. In addition, some drugs pressed out of the pill hardness is not large, but has a certain toughness, the mess is not bad (usually from the height of 1-1.2 meters to fall on the ground is not broken), so should meet the requirements of transportation storage for the degree not only from the hardness of the eye, so as not to press the tablet pressure is too large, damage the machine.
The three elements of the tablet process
a. Good fluidity: smooth flow, filling and other powder operations, reduce the difference in weight;
b. Good compression formability: no bad phenomenon such as lobes;
c. Good lubrication: the tablet does not stick to punch, to obtain a complete and smooth tablet. Most drugs need to be granulated before tablet pressing, on the one hand to meet the needs of the process, that is, to improve the flow of materials, filling properties to ensure the uniformity of dose. On the other hand, it can greatly improve the compression formability, that is, the adhesive evenly distributed on the surface of the particles to change the binding force between particles and change the viscoelasticity of the material. In addition, the right amount of water content in the material is conducive to forming; The addition of flow AIDS to the prescription, such as micro-powder silica gel, can improve compressibility; Lubricants such as magnesium stearate, while reducing the strength of the tablet, can also reduce lobes.
Simplification of process is an important measure of GMP standardized management. Although the process of powder direct tablet pressing is simple, its application is limited due to its easy fragmentation, poor fluidity of powder and serious difference in tablet weight. But in recent years, with the development of new functional excipients and the application of modern equipment, direct tablet pressing of powder has become a hot spot in pharmaceutical research
Problems that may occur during tablet pressing
(1) Loose piece
Due to the insufficient hardness of tablets, the phenomenon of easy to loose into powder by vibration is called loose tablet.
Inspection method: Place the tablet between the middle finger and index finger, and apply gentle pressure with the thumb to see if it breaks.
Cause: the pressure is too small, the adhesive is not sticky enough or the amount is not enough.
Solution: Adjust the pressure, add appropriate adhesive, etc.
(2) lobes
Tablets subjected to vibration or after placement, cracking from the waist or a layer off the top of the phenomenon called lobes.
Inspection method: Take a few pieces and put them in a small bottle to shake, should not produce lobes; Or take 20-30 pieces in the palm of the hand, hands together, shake several times, check whether there are lobes.
Causes: tablet elastic recovery and pressure distribution is not uniform, adhesive selection or insufficient amount, too much fine powder, too much pressure, punch and die ring do not match.
Solution: Change the elastic small, plastic large auxiliary material, choose the appropriate adhesive or increase the amount, adjust the pressure, replace the punch or die ring.
(3) Bonding
The surface of the tablet is glued to a thin layer or a small part of the punch, resulting in a one-sided rough or concave phenomenon called adhesive punching. Punches engraved with words or lines are more likely to stick.
Causes: excessive water content, improper lubricant, rough punch surface and high humidity in the workplace.
Solution: control the water content, choose the appropriate lubricant or increase the amount, replace the punch, control the relative humidity of the environment, etc.
(4) Slow disintegration
Tablets disintegrating time beyond the requirements of the pharmacopoeia is referred to as disintegrating delay.
Causes: improper dosage of disintegrating agent, excessive amount of hydrophobic lubricant, adhesive too strong or excessive amount, excessive pressure and tablet hardness, etc.
Solution: appropriately increase the amount of disintegrating agent, reduce the amount of hydrophobic lubricant or change to hydrophilic lubricant, choose the appropriate adhesive and its amount, adjust the pressure, etc.
(5) The film weight difference exceeds the limit
Tablets that exceed the allowable range of tablet weight difference prescribed by the pharmacopoeia are called tablet weight difference over limit.
Causes: uneven particle size, poor fluidity, downstroke lifting is not flexible, adding hopper loading more or less, etc.
Solution: Control the particle size evenly, replace the down punch, and keep the hopper loading between 1/3 and 2/3.
(6) discoloration or color spots
Refers to the change of the color of the tablet surface or the appearance of different color spots, resulting in the appearance does not meet the requirements.
Causes: hard particles, uneven mixing, contact with metal ions, oil pollution and so on.
Solution: Control the hardness of particles, mix raw and auxiliary materials evenly, avoid contact with metal containers, and prevent oil stains from the tablet press.
(7) Pitting point
Refers to many small concave spots on the surface of the tablet.
Causes: improper amount of lubricant and adhesive, particle dampness, uneven particle size, excessive amount of coarse or fine powder, rough surface or engraving too deep, angular and abnormal machine heating, etc.
Solution: Choose the appropriate lubricant and adhesive and their dosage, avoid moisture particles, control the uniform size of particles, replace the punch, avoid abnormal heating of the machine












Frequently Asked Questions
1. What about the quality of your tablet press?
Our factory has more than 10 years of machining experience; All our machines have obtained ISO9001, SGS and CE certificates. Has been exported to many countries and regions; We have gained a good reputation from our customers.
2. What about the price of your tablet press?
We always regard quality as the life of the factory, no matter the price is good or bad for us. Quality first, on the basis of first-class quality, to ensure that you get a reasonable price!
3. How can we guarantee the quality of the machine after we place the order?
Before delivery, we will send you the pictures and video of the machine, or you can come to us for quality inspection, or you can have the quality inspection conducted by the third party testing agency you contact.
4. Are your machines delivered safely? Our machines and molds are exported to countries all over the world, especially to European and American countries, most of our old customers. Our delivery experience is rich, all customers can safely receive our products.
5. Learn more about our compan
6.Can the Electric machines be customized for different voltages and plugs if I decide to buy Automatic Pill Press instead ?









